

Автор статьи Д. Кабанов
Подавляющее большинство тонкостенных деталей для самодельных авиамоделей изготавливается методом формовки из стеклоткани, либо вытяжкой из листовых термопластичных пластмасс. В последнее время спектр доступных материалов для работы над капотами, обтекателями колес и подобными деталями изменился и намного расширился. Одновременно с появлением полистирола и ABC-пластика многие из ранее популярных технологий стали отходить на второй план. Так, круг применения композиционных материалов ограничился лишь высоконагруженными деталями (фюзеляжи кроссовых планеров и больших моделей самолетов, корпуса вертолетов). В серийно выпускаемых наборах вся формованная листовая «мелочевка» стала пластмассовой. Из современных распространенных термопластов наиболее прочен ABC-пластик, который сейчас несложно купить и в некоторых модельных магазинах. У него есть одно важное преимущество, — он не растворяется ацетоном. Но купить этот пластик даже в Москве — дело непростое. Легче достать листовой полистирол толщиной 1-1,5 мм. Он, хотя и не так прочен, как ABC-пластик, в большинстве случаев удовлетворяет всем требованиям моделистов. Сразу отметим, что имеющийся в продаже листовой полистирол обладает гораздо большей вязкостью и пониженной хрупкостью по сравнению с привычными бытовыми полистиролами, а также что он великолепно клеится циакринами. Обычно применяется полистирол белого цвета. Для копий лучше поискать серебристый. Окрашенные детали из пластика такого цвета принимают очень реалистичный вид по мере износа покрытия. Для изготовления прозрачных деталей все же лучше всего подходит оргстекло толщиной 1-1,5 мм. Но здесь можно вспомнить и о прозрачном полистироле, хотя его светопроницаемость несколько хуже.
* * *
На фабриках и в более-менее оборудованных мастерских для вытяжки пластмасс чаще всего используется вакуумный метод. В нынешние времена все вакуумные насосы, которые можно было приватизировать уже приватизировали, а то, что можно купить, стоит дорого. Поэтому рассмотрим самую что ни на есть «домашнюю» технологию. В качестве оснастки, в первую очередь, необходима болванка (пуансон). Изготавливают ее из липы, бальзы или плотного пенопласта. Бальзовую болванку необходимо загрунтовать для упрочнения поверхности. Подходящий грунтовочный состав можно приготовить, добавив в нитролак тальк (или детскую присыпку, которую покупают в аптеке). При увеличении содержания талька получается шпаклевка, с помощью которой легко исправить дефекты поверхности. Если используется плотный пенопласт, необходимо покрыть болванку паркетным лаком или эпоксидной смолой, разведенной ацетоном. Рабочие поверхности болванки следует натереть стеарином (свечкой) или полиролью, подождать около часа и слегка растереть шерстяной тканью. При этом штампуемая пластмасса будет легче скользить по поверхности пуансона и одновременно уменьшится местное утончение материала. Существует несколько способов вытяжки, каждый из которых требует своей дополнительной оснастки.
. .
.
Иногда, особенно при небольших размерах детали удобнее нагревать пластик над электрической плиткой. Это позволит наблюдать за изменением состояния материала. В таком случае одна из рамок (калибрующая) должна иметь зазор 1,2-1,5 толщины материала по контуру болванки, а вторая — около 7 мм (матрицу нужно держать над плиткой вниз рамкой с большим зазором). Когда пластик начнет провисать, он готов к вытяжке. Сильное испарение материала с поверхности — признак перегрева. При установке пуансона на столе обязательно используются упоры, предотвращающие излишнюю глубину вытяжки (иначе деталь может получиться слишком утонченной). Для снижения утончения пластмассы затяжку болтов, стягивающих рамки, можно уменьшить, чтобы материал мог выдвигаться в зону вытяжки.
. .
.
Перед формованием пластика такую оснастку нужно подогреть до 50-60'С (но не более). Лист пластика размягчают над электроплиткой и закладывают между матрицей и пуансоном, сдавливая их струбциной или руками. Этот способ по своим возможностям приближается к вакуумной вытяжке. Если деталь имеет форму тела вращения, оснастку можно выточить из алюминиевого сплава на токарном станке.
На всех представленных рисунках:
1 - пуансон,
2 - лист штампуемого (вытягиваемого) пластика,
3 - фанерная рамка,
4 - плоская очко-матрица, или объемная матрица.
Подавляющее большинство тонкостенных деталей для самодельных авиамоделей изготавливается методом формовки из стеклоткани, либо вытяжкой из листовых термопластичных пластмасс. В последнее время спектр доступных материалов для работы над капотами, обтекателями колес и подобными деталями изменился и намного расширился. Одновременно с появлением полистирола и ABC-пластика многие из ранее популярных технологий стали отходить на второй план. Так, круг применения композиционных материалов ограничился лишь высоконагруженными деталями (фюзеляжи кроссовых планеров и больших моделей самолетов, корпуса вертолетов). В серийно выпускаемых наборах вся формованная листовая «мелочевка» стала пластмассовой. Из современных распространенных термопластов наиболее прочен ABC-пластик, который сейчас несложно купить и в некоторых модельных магазинах. У него есть одно важное преимущество, — он не растворяется ацетоном. Но купить этот пластик даже в Москве — дело непростое. Легче достать листовой полистирол толщиной 1-1,5 мм. Он, хотя и не так прочен, как ABC-пластик, в большинстве случаев удовлетворяет всем требованиям моделистов. Сразу отметим, что имеющийся в продаже листовой полистирол обладает гораздо большей вязкостью и пониженной хрупкостью по сравнению с привычными бытовыми полистиролами, а также что он великолепно клеится циакринами. Обычно применяется полистирол белого цвета. Для копий лучше поискать серебристый. Окрашенные детали из пластика такого цвета принимают очень реалистичный вид по мере износа покрытия. Для изготовления прозрачных деталей все же лучше всего подходит оргстекло толщиной 1-1,5 мм. Но здесь можно вспомнить и о прозрачном полистироле, хотя его светопроницаемость несколько хуже.
* * *
На фабриках и в более-менее оборудованных мастерских для вытяжки пластмасс чаще всего используется вакуумный метод. В нынешние времена все вакуумные насосы, которые можно было приватизировать уже приватизировали, а то, что можно купить, стоит дорого. Поэтому рассмотрим самую что ни на есть «домашнюю» технологию. В качестве оснастки, в первую очередь, необходима болванка (пуансон). Изготавливают ее из липы, бальзы или плотного пенопласта. Бальзовую болванку необходимо загрунтовать для упрочнения поверхности. Подходящий грунтовочный состав можно приготовить, добавив в нитролак тальк (или детскую присыпку, которую покупают в аптеке). При увеличении содержания талька получается шпаклевка, с помощью которой легко исправить дефекты поверхности. Если используется плотный пенопласт, необходимо покрыть болванку паркетным лаком или эпоксидной смолой, разведенной ацетоном. Рабочие поверхности болванки следует натереть стеарином (свечкой) или полиролью, подождать около часа и слегка растереть шерстяной тканью. При этом штампуемая пластмасса будет легче скользить по поверхности пуансона и одновременно уменьшится местное утончение материала. Существует несколько способов вытяжки, каждый из которых требует своей дополнительной оснастки.
.
.Первый способ
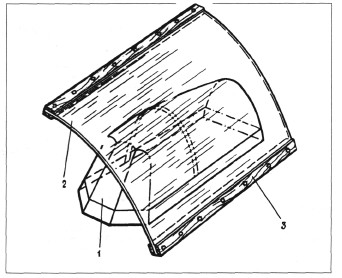
Применяется для неглубокой вытяжки небольших деталей. (Здесь и далее предполагается, что изделия имеют только положительную кривизну по всей поверхности). Лист термопластика с двух противоположных краев обжимается полосками фанеры толщиной 4-10 мм с применением винтов. Двумя плоскогубцами лист удерживается над электрической плиткой, разогревается до пластичного состояния, а затем им вручную обтягивается вся болванка или ее часть. Вместо плоскогубцев можно использовать струбцины, или же в фанерных окантовках сделать специальные ручки, что позволит приложить большее усилие. Желательно, чтобы при работе температура воздуха в помещении была не ниже 20°С, — при более низкой температуре пластмасса быстро остывает и теряет пластичность. Если после соприкосновения с болванкой материал успевает затвердеть еще до окончания процесса вытяжки, пуансон можно подогреть в духовке до 50-6СС (это не относится к пенопластовым болванкам). К недостаткам метода относится то, что при нагреве лист сужается посередине, а его края подворачиваются. Это вынуждает выкраивать заготовку с большими припусками.Второй способ
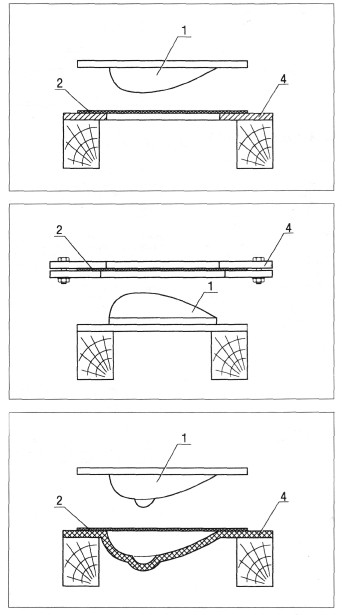
Из фанеры толщиной 4-10 мм изготавливают рамку с таким расчетом, чтобы через нее проходил пуансон с зазором на сторону, равным 1,2-1,5 толщины пластика. Рабочие кромки рамки должны быть закруглены и тщательно зашлифованы. К рамке прибивают бруски, которые будут служить ее основанием. Ширину заготовки из пластмассы берут в три раза больше размера отверстия в матрице. Пластик нагревают до полного размягчения (при этом он сильно усаживается), накладывают на рамку, и руками или струбциной пуансон продавливают в отверстие матрицы. Не отпуская пуансон, пластмассе дают остыть, после чего снимают с болванки готовую деталь. Общее достоинство данного способа — минимальное утончение материала. Иногда на изделии образуются складки. Это зависит от формы детали, а может быть вызвано и чрезмерным зазором между матрицей и пуансоном, или недостаточным нагревом пластмассы.Третий способ
В данном случае изготавливаются две идентичные рамки-матрицы. Штампуемый материал зажимается между ними, как при первом способе. Если нагрев матриц с пластиком будет проводиться в духовке, то рамки могут быть абсолютно одинаковыми. Температуру следует подбирать опытным путем, начиная с 70°С.Иногда, особенно при небольших размерах детали удобнее нагревать пластик над электрической плиткой. Это позволит наблюдать за изменением состояния материала. В таком случае одна из рамок (калибрующая) должна иметь зазор 1,2-1,5 толщины материала по контуру болванки, а вторая — около 7 мм (матрицу нужно держать над плиткой вниз рамкой с большим зазором). Когда пластик начнет провисать, он готов к вытяжке. Сильное испарение материала с поверхности — признак перегрева. При установке пуансона на столе обязательно используются упоры, предотвращающие излишнюю глубину вытяжки (иначе деталь может получиться слишком утонченной). Для снижения утончения пластмассы затяжку болтов, стягивающих рамки, можно уменьшить, чтобы материал мог выдвигаться в зону вытяжки.
Четвертый способ
Применяется в том случае, когда изделие имеет выступающие элементы или углубления (например, оребрение на капоте). Опять же необходимо изготовить матрицу. Ее внутренние размеры должны быть больше габаритов болван-пуансона на толщину материала. Добиться этого обработкой по шаблонам непросто, поэтому можно прибегнуть к небольшой хитрости. Болванку следует покрыть разделительным слоем (мастика для пола, полироль, стеарин), и затем растереть до блеска. С помощью кисти или распылителя нанести на нее несколько слоев разбавленного эпоксидного клея. Количество слоев надо заранее определить на опытном образце какого-либо материала, чтобы их суммарная толщина была равна толщине пластика после вытяжки (примерно половина ее исходного значения). После отверждения клея поверхность покрывают еще одним разделительным слоем, и оклеивают сначала тонкой, а затем толстой стеклотканью, образуя жесткую корку. Затем полученную матрицу снимают и от болванки отделяют «эквидистантное» покрытие из эпоксидной смолы..
.Перед формованием пластика такую оснастку нужно подогреть до 50-60'С (но не более). Лист пластика размягчают над электроплиткой и закладывают между матрицей и пуансоном, сдавливая их струбциной или руками. Этот способ по своим возможностям приближается к вакуумной вытяжке. Если деталь имеет форму тела вращения, оснастку можно выточить из алюминиевого сплава на токарном станке.
На всех представленных рисунках:
1 - пуансон,
2 - лист штампуемого (вытягиваемого) пластика,
3 - фанерная рамка,
4 - плоская очко-матрица, или объемная матрица.